Rückblick auf die erste Förderperiode 2006 - 2010
|
Teilprojekt A4
Laserbasierte elektrisch-mechanische Kontaktierung für Verbundkomponenten mit integrierten aktiven Elementen
Leiter:
Prof. Dr.-Ing. Michael SchmidtLehrstuhl für Photonische Technologien
Paul-Gordan-Str.3
91052 Erlangen
Telefon: 09131 / 85 23241
Telefax: 09131 / 85 23234
E-Mail: michael.schmidt@lpt.uni-erlangen.de
Prof. i.R. Dr.-Ing. Dr.-Ing. E.h. mult. Dr. h.c. mult. Manfred Geiger
Bayerisches Laserzentrum GmbH
Konrad-Zuse-Straße 2-6
91052 Erlangen
Telefon: 09131 / 97790 10
Telefax: 09131 / 97790 11
E-Mail: info@blz.org
Das zuverlässige Kontaktieren von Piezokeramikmodulen stellt bei der Herstellung von Werkstoffverbünden eine Herausforderung an die moderne Mikroverbindungstechnik dar. Gefordert werden über weite Bereiche der Verarbeitungs- und Betriebstemperaturen mechanisch und elektrisch langzeitstabile Kontaktstellen. In der laufenden Bearbeitungsphase werden daher heute bekannte Verfahren, wie das Laserstrahlmikroschweißen, -hartlöten, -weichlöten sowie das Laser Droplet Joining, auf ihre Eignung untersucht. Es wird gezeigt, dass durch Laserstrahlweichlöten gute Fügeergebnisse an den piezokeramischen Modulen erzielt werden können, welche vornehmlich für die Prozesskette Blechumformen bei niedrigen Integrations- und Betriebstemperaturen geeignet sind.
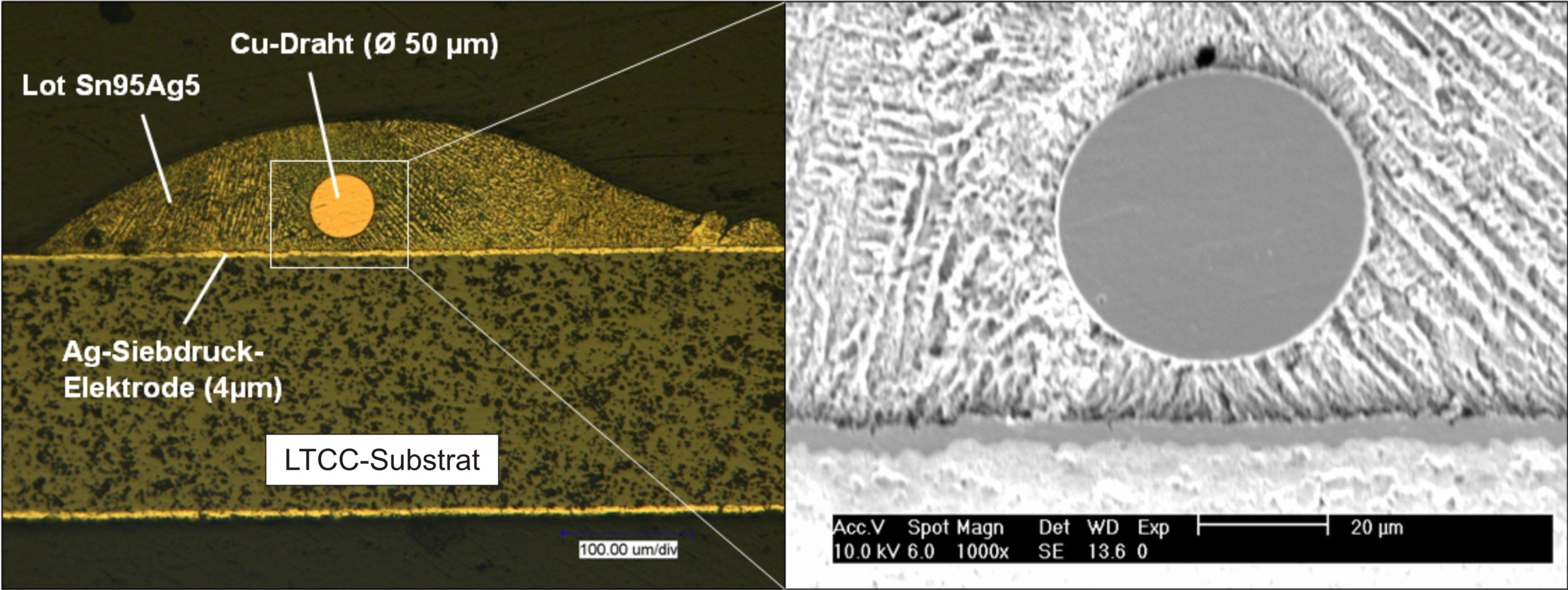
Bild 1: Schliffbild einer Laserlötstelle auf LTCC-Substrat mit Ag-Siebdruck-Elektrode; Lot Sn95Ag5
Von allen anderen Verfahren gewährleistet einzig das Laser Droplet Joining die Möglichkeit, Fügestellen mit hoher Temperatur- und Temperaturwechselbeständigkeit zu realisieren. Unter Einsatz von Hartloten als Zusatzmaterial und Einsatz der Verfahrensvariante „Touch-and-Retract“ lassen sich Module für die Prozesskette Gießen oder Faserverbund kontaktieren. Auf Basis numerischer Berechnungen gelang es, geeignete Prozessführungsstrategien auszulegen. Experimentelle Untersuchungen verdeutlichen die Möglichkeiten und Grenzen des Verfahrens.
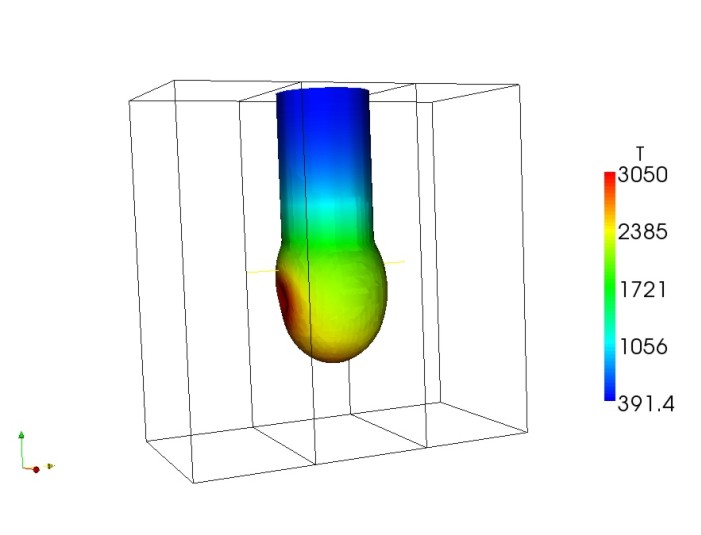
Bild 2: Berechnungsergebnis zur Erzeugung eines Schmelzetropfens an einem Drahtende; Draht Ag
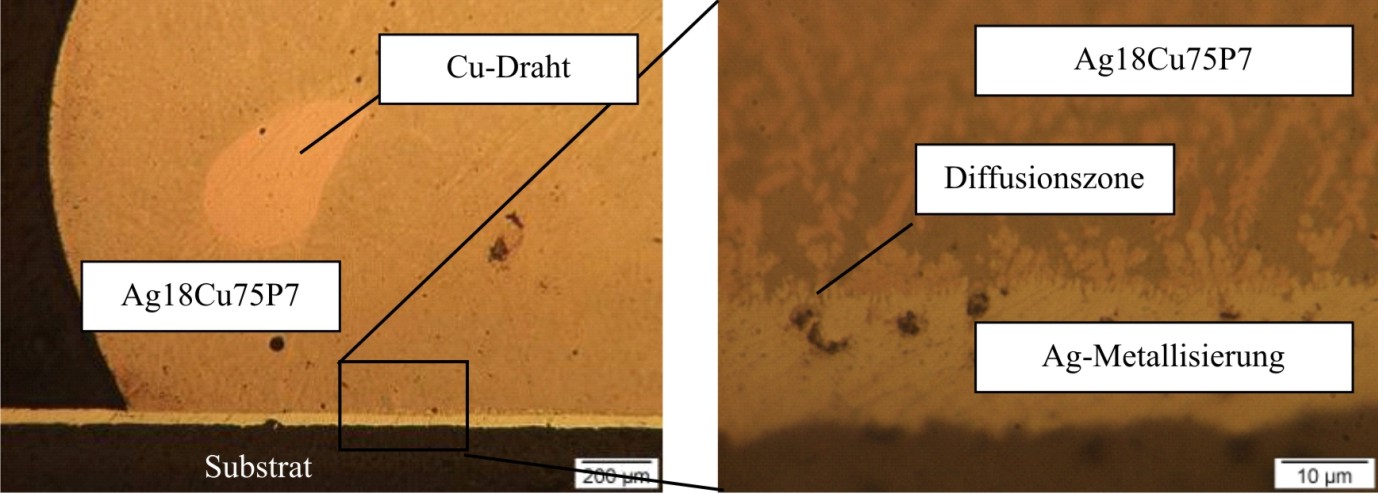
| Bild 3: | Laser Droplet Joining: Schliffbild von Ag18Cu75P7 auf LTCC mit Ag-Metallisierung, rechts Diffusionszone zur Metallisierung |
Zu behebende Defizite bestehen noch in der zu großen Dimension der Droplets als auch in deren zu stark variierendem Energiegehalt. Hier müssen in zukünftigen Arbeiten sowohl aus system- als auch prozesstechnischer Sicht Anstrengungen unternommen werden, eine deutlich höhere Reproduzierbarkeit zu erlangen.



