
Gießtechnische Integration piezokeramischer Module in metallische Bauteile – Verfahrenstechnische Grundlagen und numerische Simulation
C. Körner
Ziele
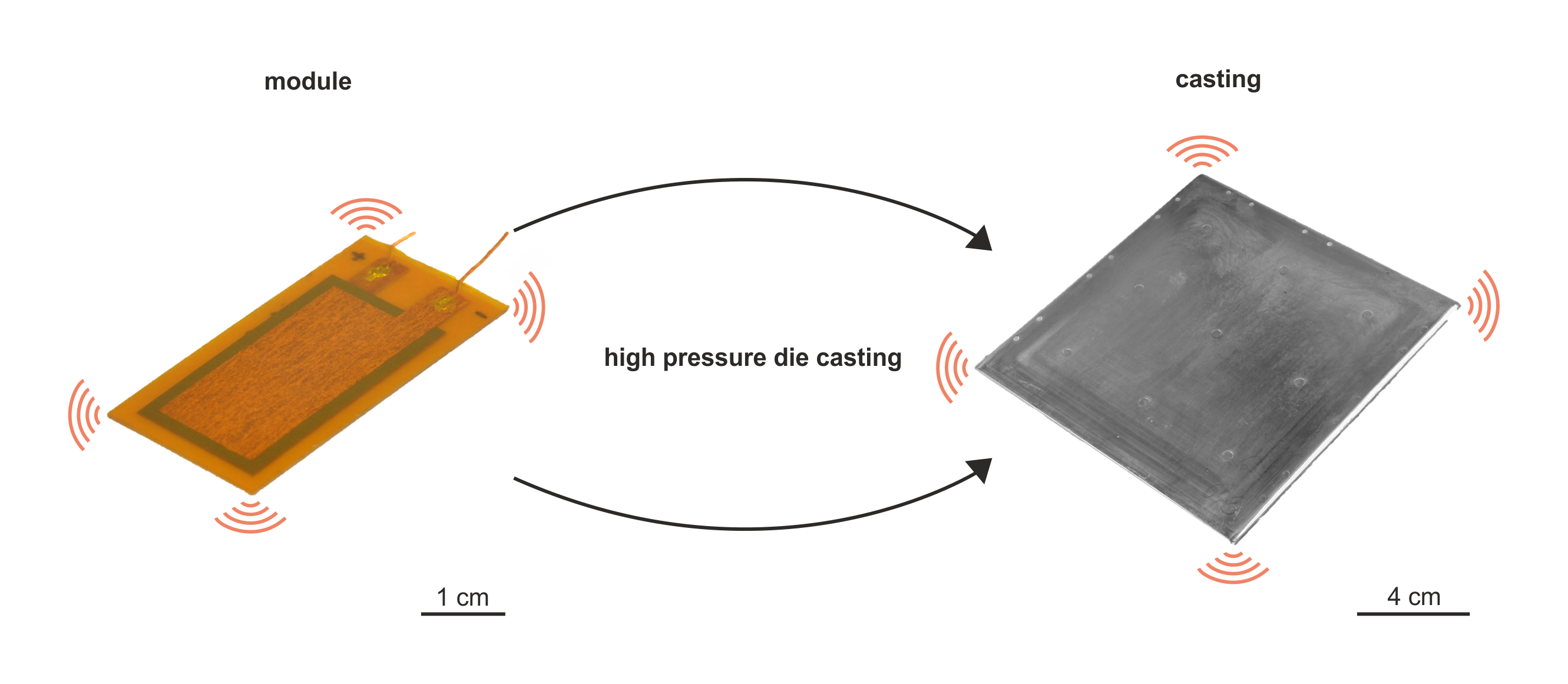
Das Teilprojekt B03 befasst sich mit der Entwicklung eines großserienfähigen Verfahrens zur vollständigen Integration piezokeramischer Sensor-Aktor-Module in Aluminiumdruckgussbauteile. Im Vordergrund der Forschung stehen die Punkte:
- Entwicklung einer robusten, großserienfähigen Integrationstechnologie
- Maximale Effizienz der Module durch optimierte Positionierung
- Bei maximaler Verbundfestigkeit durch funktionale Zinkschichten
- und minimalen Insertvolumen durch dynamische Fixierungskonzepte
Ergebnisse
Prozessherausforderung
|
|
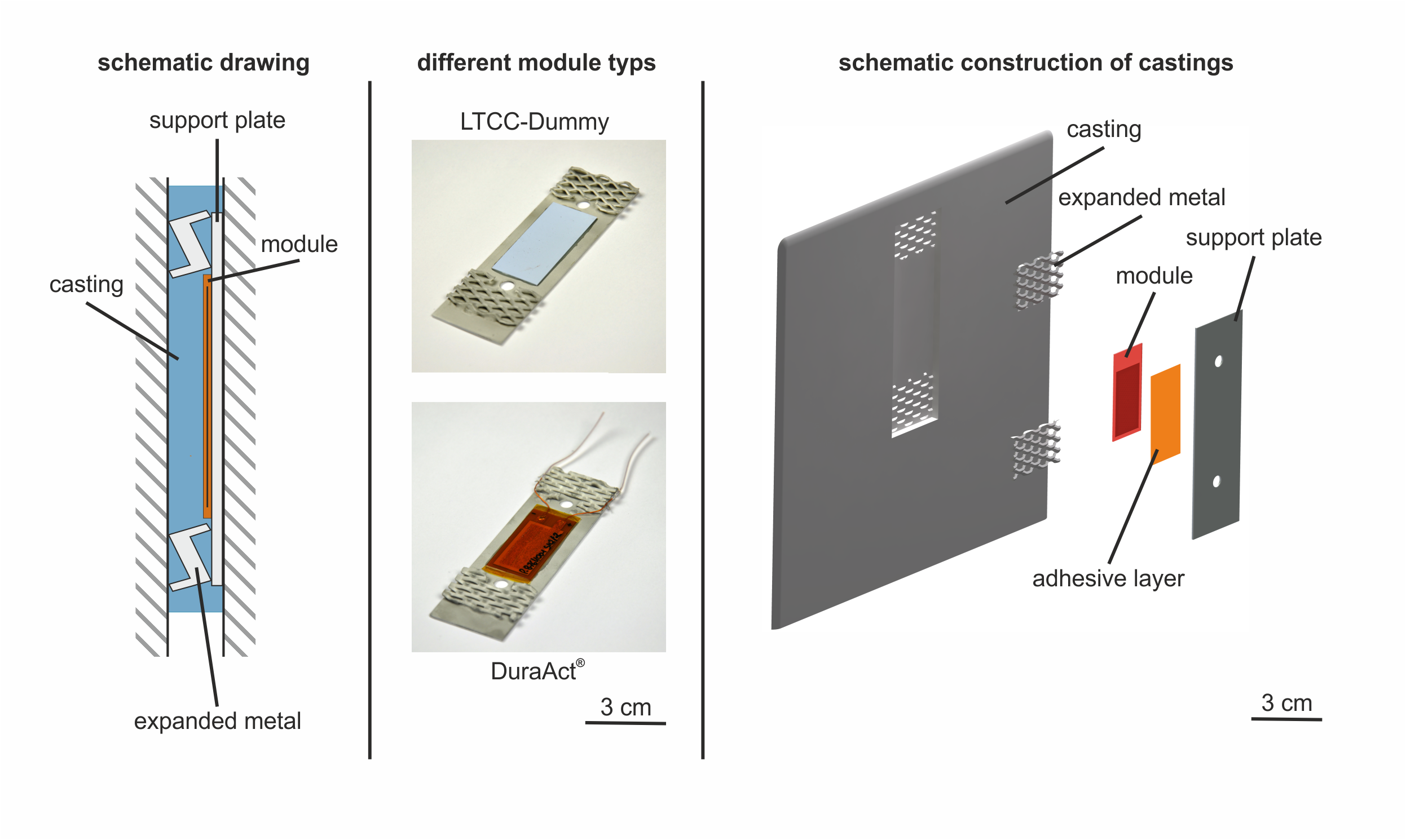
Hybride Fixierung
Abb. 2: Details zum Hybriden Fixierungskonzeptes: Theoretisches Design – Modulvariationen – Schematische Übersicht des Gussteilaufbaus mit integrierten Modulen. |
|
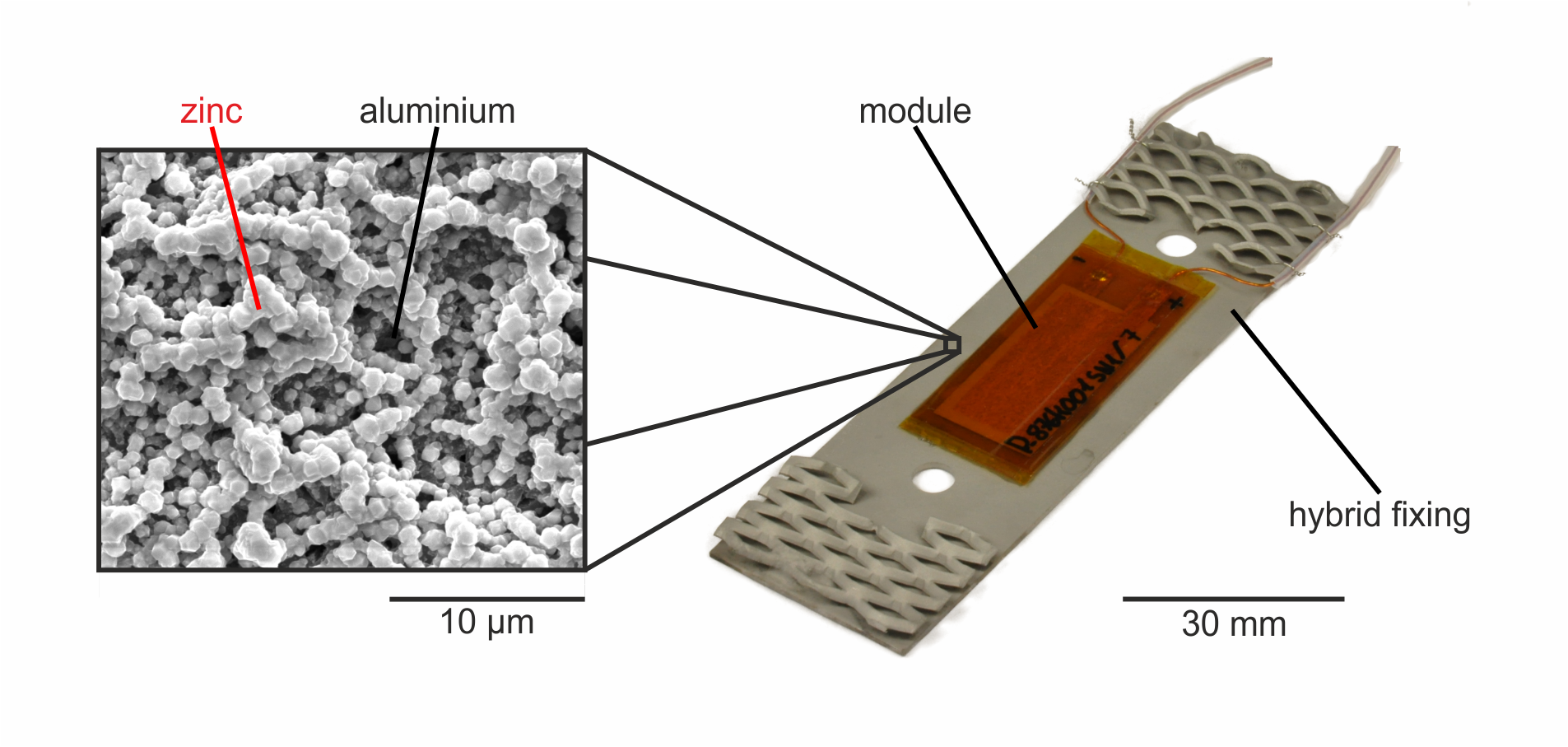
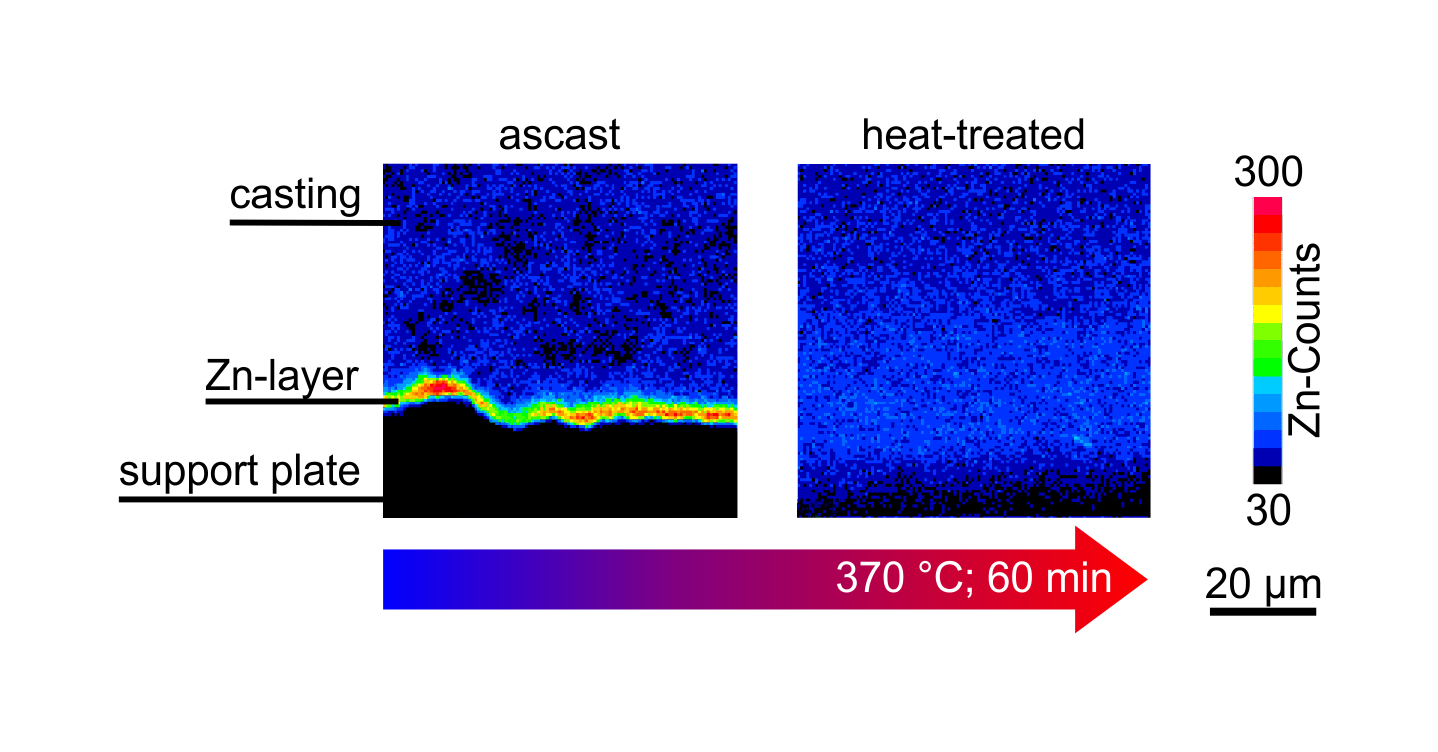
Funktionale Zn-Schicht
Abb. 3: Fertiges Insert auf Basis des hybriden Fixierungskonzeptes mit sehr dünner Zinkschicht.
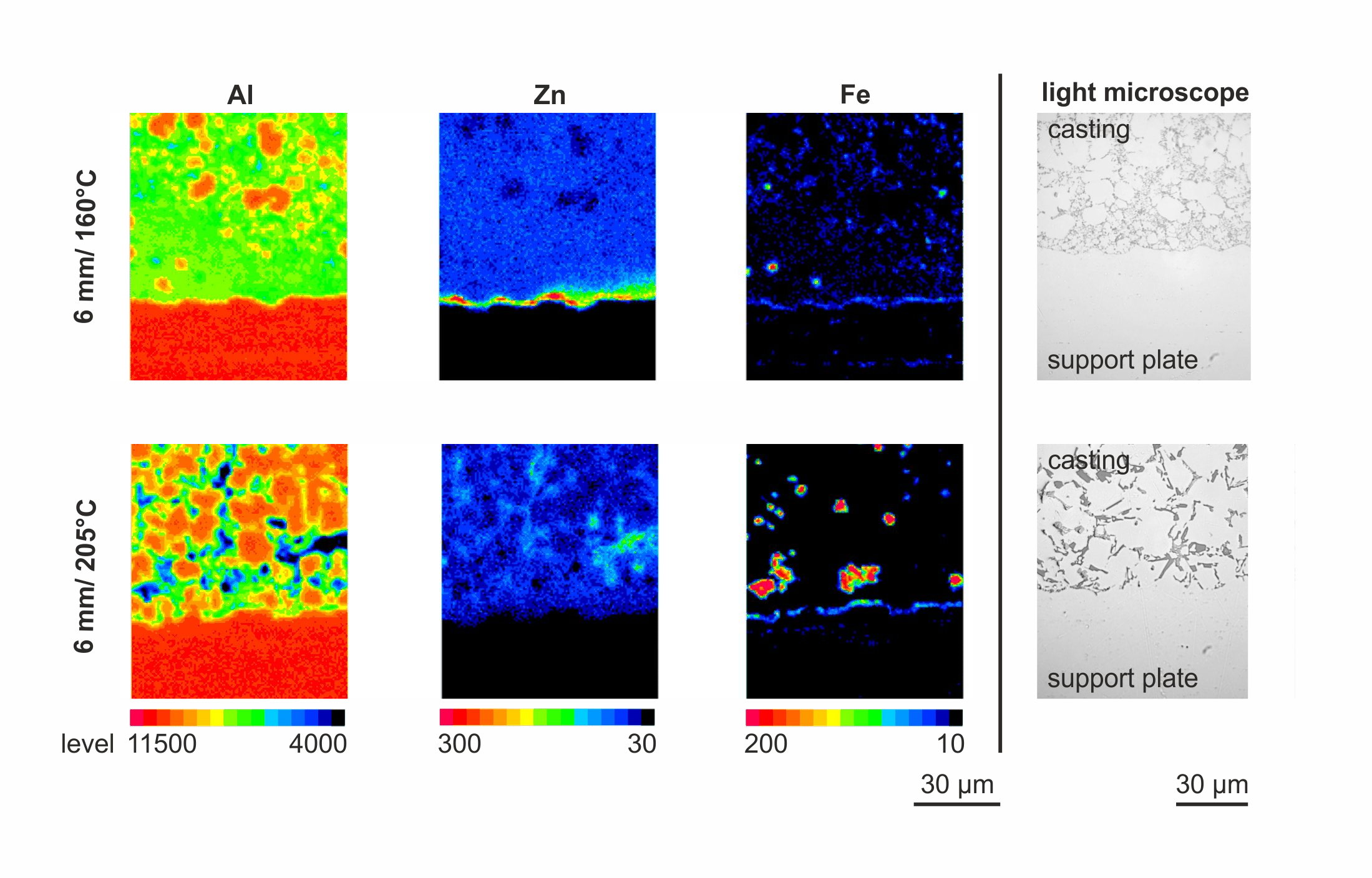
Abb. 4: Mikrosondenaufnahme eines Al-Al Verbundwerkstoffes im Gusszustand und nach einer Wärmebehandlung. |
|
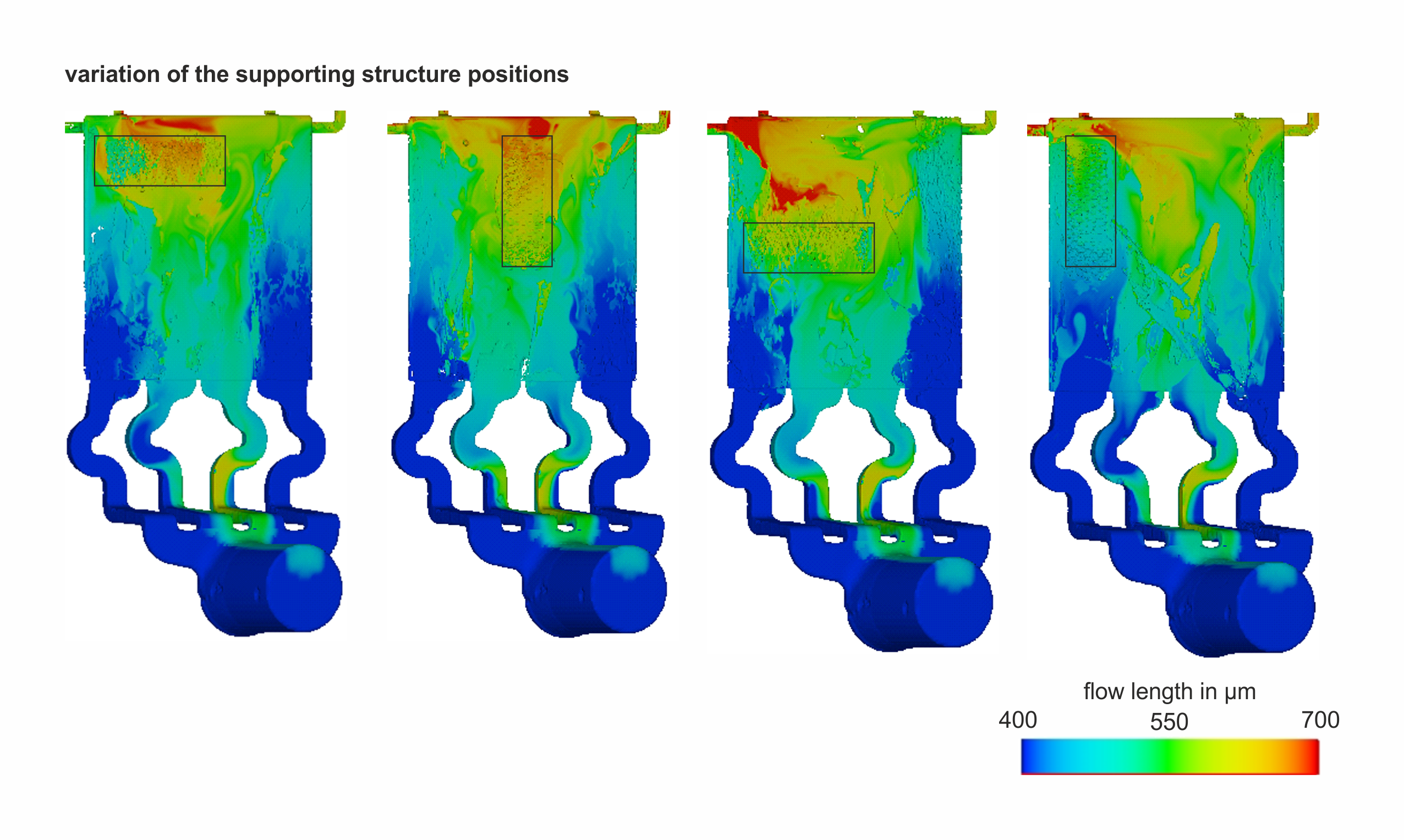
Einbettungsverhalten
Abb. 5: Simulationsergebnisse des Integrationsverhaltens bei unterschiedlichen Insertpositionen. |
|
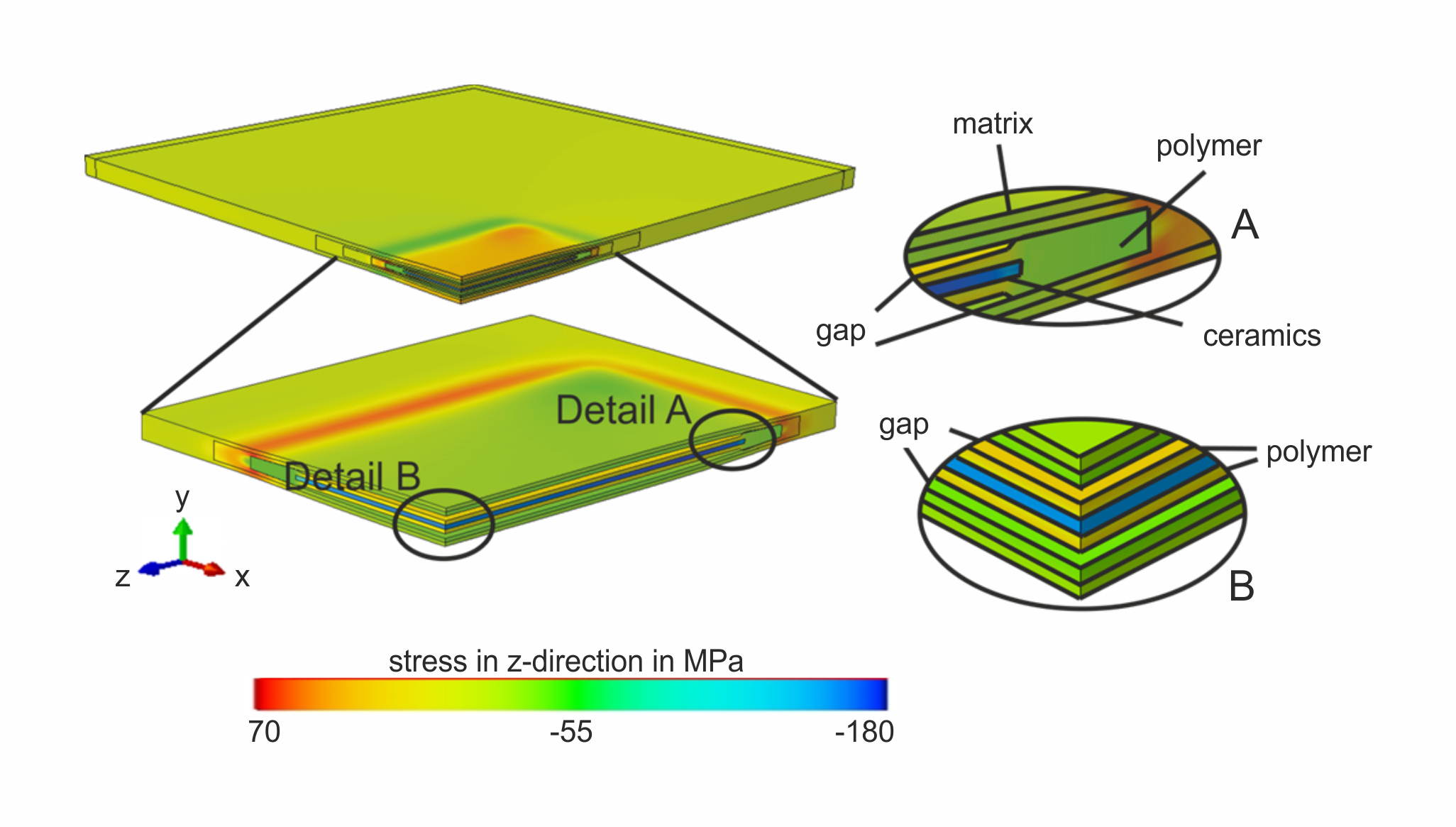
Eigenspannung und Verzug
Abb. 6: Numerische 3D-Berechung der resultierenden Eigenspannungen bei variierten Gießparametern. |
|
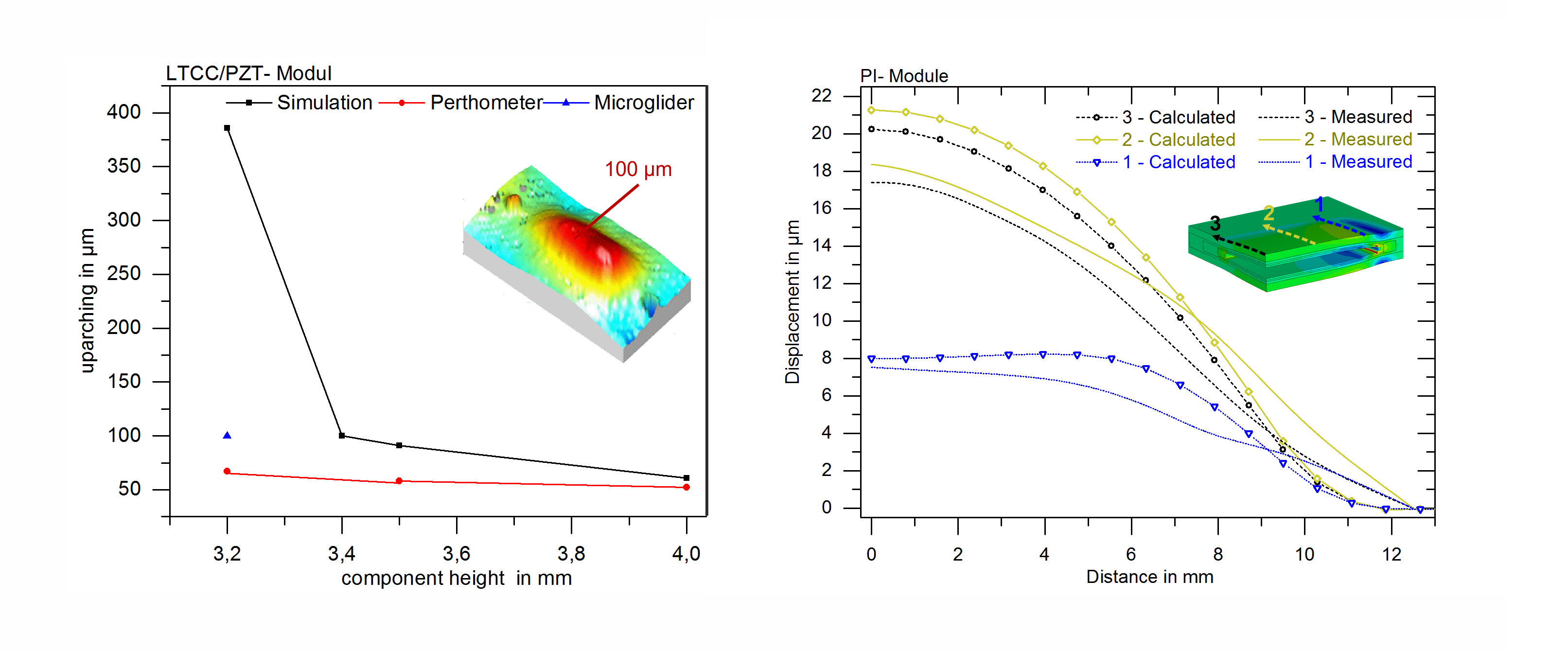
Verifikation der Aufwölbung
Abb. 7: Überprüfung der thermisch induzierten Verwindung: (links) LTCC/PZT Module. (rechts) PI-Module. |
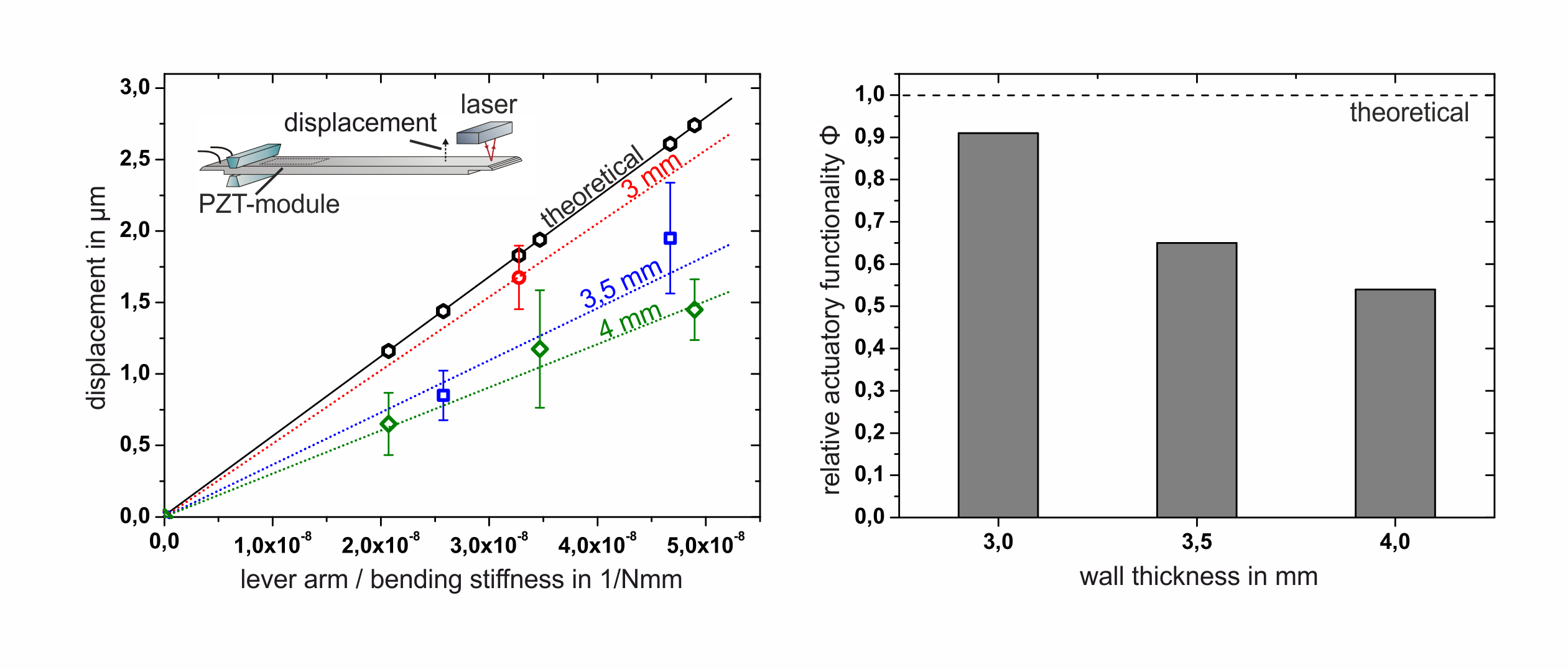
Funktionalität
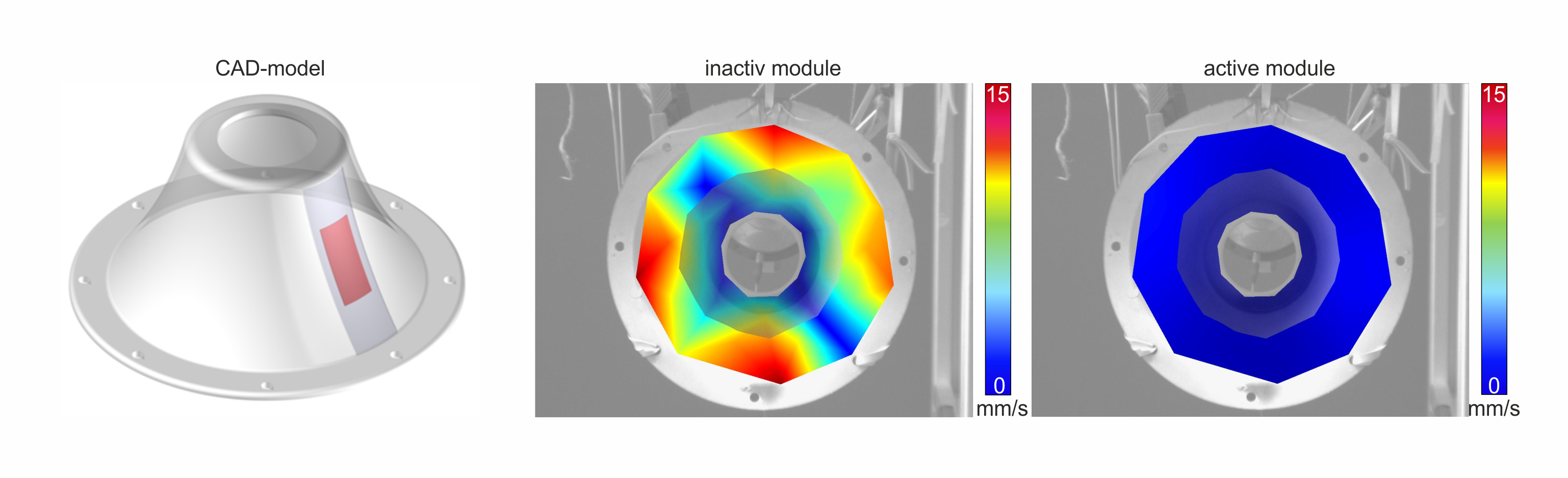
Abb. 8: Akustisches Verhalten der angeregten Gussbauteile. Es wird eine höhere Funktionalität bei dünneren Gussteilen und exzentrisch Positionierten Piezokeramik-Modulen beobachtet. |
|
Demonstrator
Abb. 9: CAD Modell und Dämpfungsmessungen für die erste Eigenfrequenz (≈ 980 Hz) des Demonstratorbauteils „Glocke“ |
Methoden
| Prozessentwicklung | |
|---|---|
|
Werkzeugtechnologie
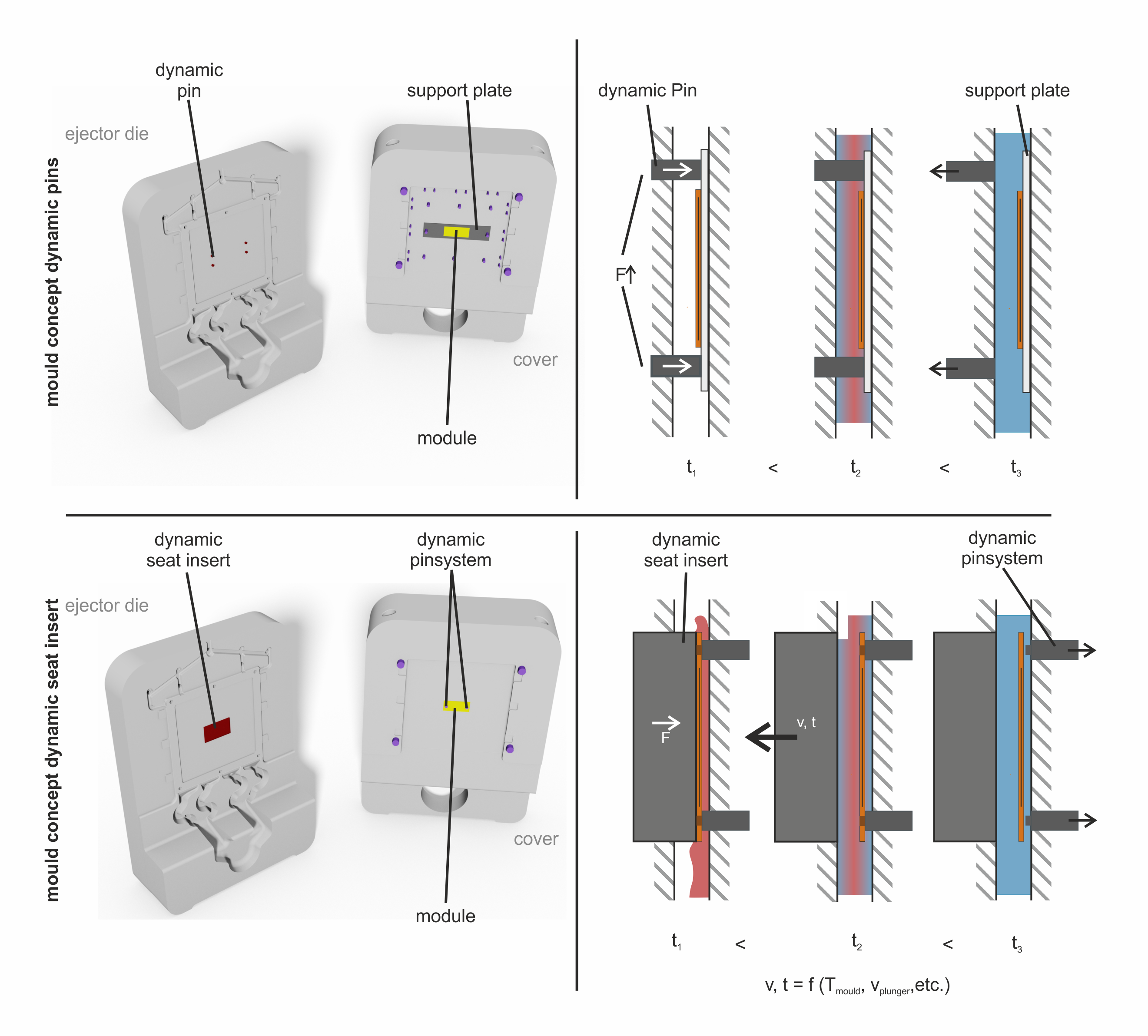
Abb. 10: Schematischer Aufbau (links) und Konzept (rechts) für die dynamischen Fixierungskonzepte. Oben: Dynamische Pins ersetzen hybrides Stützblech mit Streckmetallen. Unten: Dynamischer Stützblock stabilisiert das Modul während des Gießens. |
|
| Beschichtungstechnologie | |
|---|---|
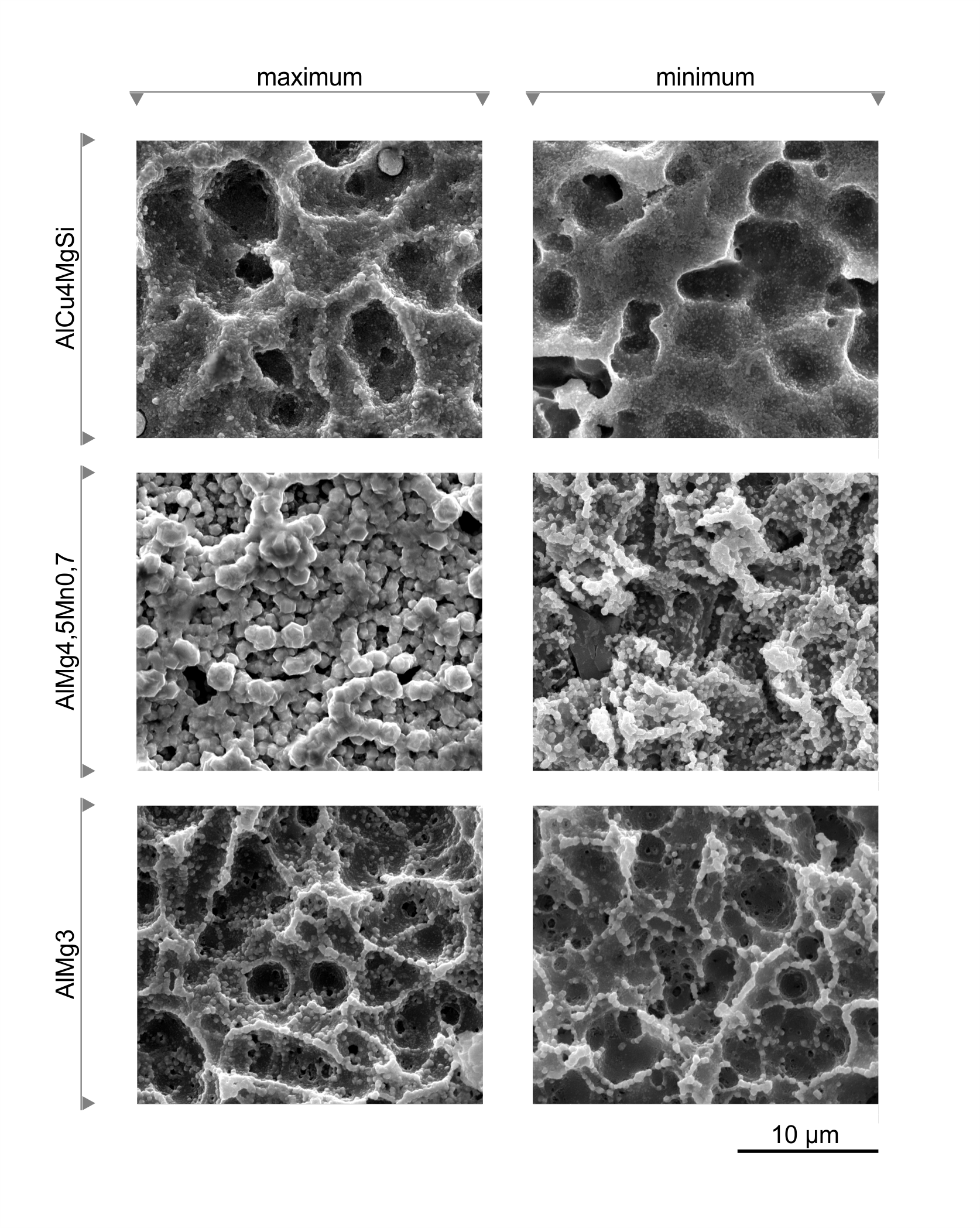
Abb. 11: Parameterstudie für Zinkbeschichtung auf unterschiedlichen Al-Knetlegierungen. |
| Charakterisierung | |
|---|---|
Abb. 12: Mikrosonden- und Lichtmikroskop Aufnahmen eines Al-Al Verbundgussbauteils.
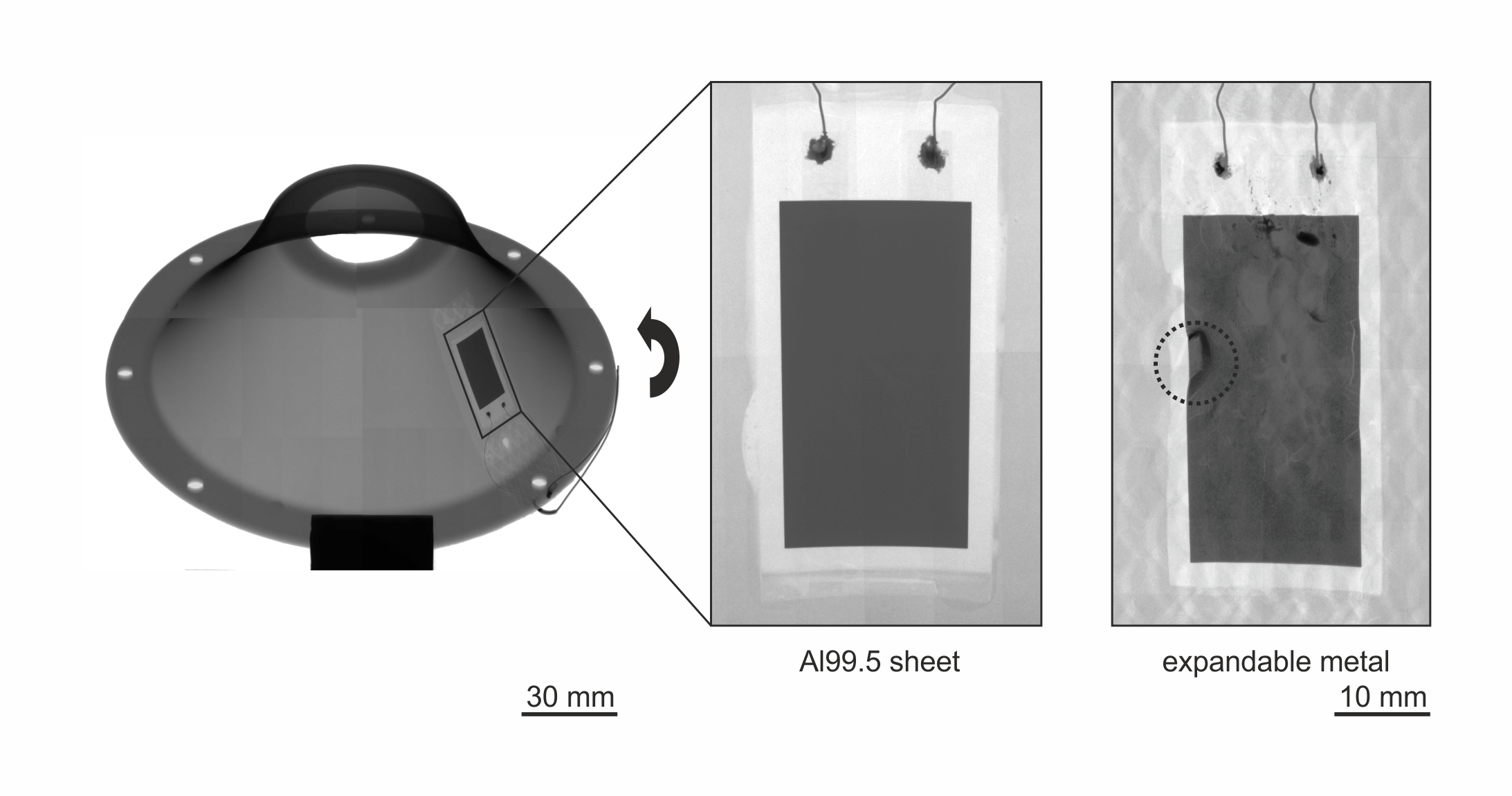
Abb. 13: Röntgendurchstrahlbild des Demonstratorbauteils „Glocke“ |
|
Publikationen
Arbeiten mit wissenschaftlicher Qualitätssicherung
| [Kla12] | Klassen A, Rübner M, Ilg J, Rupitsch SJ, Lerch R, Singer RF, Körner C (2012) Influence of the fabrication process on the functionality of piezoceramic patch transducers embedded in aluminum die castings. Smart Mater Struct 21:115014(11pp) |
| [Köp14] | Köpf J, Rübner M, Klassen A, Singer RF, Körner C (2014) Thermo-mechanical loads on piezoceramic modules integrated in high pressure die castings. Int Foundry Res 2014(1) |
| [Rüb11a] | Rübner M, Günzl M, Körner C, Singer RF (2011) Aluminium-aluminium compound fabrication by high pressure die casting. Mater Sci Eng A 528(22-23):7024-7029 |
| [Sch13a] | Schwankl M, Kellner R, Singer RF, Körner C (2013) The influence of sandblasting on the morphology of electroless deposited zinclayers on aluminum sheets. Appl Surf Sci 283:202-208 |
| [Sch13b] | Schwankl M, Rübner M, Singer RF, Körner C (2013) Integration of PZT-Ceramic Modules using Hybrid Structures in High Pressure Die Casting. Proc Mater Sci 2:166-172 |
| [Suc12] | Suchaneck G, Eydam A, Rübner R, Schwankl M, Gerlach G (2012) A Simple Thermal Wave Method for the Evaluation of the Polarization State of Embedded Piezoceramics. Ceram Int 39(1):S587-S590 |
| [Sch13c] | Schwankl M, Rübner M, Flössel M, Gebhardt S, Michaelis A, Singer R F, Körner C (2013) Active functionality of piezoceramic modules integrated in aluminum high pressure die castings. Sens Actuators A, doi:10.1016/j.sna.2013.12.016 |
| [Kör14] | Körner C, Schwankl M, Himmler D (2014) Aluminum-Aluminum compound castings by electroless deposited zinc layers. Mater Process Technol, doi:10.1016/j.jmatprotec.2013.12.014 |
Andere Veröffentlichungen
| [Kla11] | Klassen A, Rübner M, Ilg J, Rupitsch SJ, Lerch R, Körner C, Singer RF (2011) Integration of piezoceramic sensors and actuators into structural components via high pressure die casting. In: Proc CRC/Transregio 39. Chemnitz, Germany, pp 45-50 |
| [Rüb11b] | Rübner M, Klassen A, Körner C, Singer R F, Ilg J, Rupitsch S J, Lerch R (2011) Dünnwandige Aluminiumdruckgussteile mit integrierten piezokeramischen Sensoren und Aktoren - Fertigung und Charakterisierung. In: 18. Symp Verbundwerkst Werkstoffverb, Chemnitz, S 277-282 |
| [Rüb13] | Rübner M (2013) Verfahrenstechnische und werkstoffkundliche Grundlagen zur vollständigen Integration aktiver Komponenten in Druckgussbauteile. Dissertation, FAU Erlangen-Nürnberg |
| [Sch13d] | Schwankl M, Flössel M, Köpf J, Körner C, Gebhardt S, Singer RF, Michaelis A (2013) Integration of piezoceramic components in aluminum high pressure die castings. In: Proc CRC/Transregio 39. Nuremberg, Germany, pp 33-37 |
Kontakte
Leiter:Prof. Dr.-Ing- habil. Carolin Körner
Friedrich-Alexander-Universität Erlangen-Nürnberg
Institut für Werkstoffwissenschaften
Lehrstuhl Werkstoffkunde und Technologie der Metalle
Martensstraße 5
91058 Erlangen
E-Mail: carolin.koerner@…



