Subproject A2
Micro Structuring and Integration Technology for Piezo Fibers in Metallic Carrier Materials (sheet metal)
Project Managers:
Prof. Dr.-Ing. Andreas SchubertTechnische Universität Chemnitz
Fakultät für Maschinenbau
Institut für Werkzeugmaschinen und Produktionsprozesse
Professur Mikrofertigungstechnik
09107 Chemnitz
Telephon: +49-(0)371 / 531 34580
Telefax: +49-(0)371 / 531 23549
E-Mail: andreas.schubert@mb.tu-chemnitz.de
Prof. Dr..-Ing. habil. Prof. E. h. Dr.-Ing. E. h. Dr. h. c. Reimund Neugebauer
Technische Universität Chemnitz
Fakultät für Maschinenbau
Institut für Werkzeugmaschinen und Produktionsprozesse
Professur Werkzeugmaschinen und Umformtechnik
09107 Chemnitz
Telephon: +49-(0)371 / 531 23500
Telefax: +49-(0)371 / 531 23509
E-Mail: wzm@mb.tu-chemnitz.de
Dr.-Ing. Hans-Joachim Koriath
Technische Universität Chemnitz
Fakultät für Maschinenbau
Institut für Werkzeugmaschinen und Produktionsprozesse
Professur Werkzeugmaschinen und Umformtechnik
09107 Chemnitz
Telephon: 0371 / 531 23500
Telefax: 0371 / 531 23509
E-Mail: wzm@mb.tu-chemnitz.de
Motivation and Domains for Further Research
For the mass production of adaptronic sheet metal parts, technologies suitable for high-volume integration or application of sensory or actuatory functional materials are required. Object of research within the process chain “sheet metal forming” is the combination of the production steps of semi-finished sheet metals and sensor-actuator-modules, which were handled separately up to now. The aims are shortening of the process chain and achievement of better actuatory and sensory performance.
The project A2 pursues the innovative approach of a direct integration of bar-shaped piezo ceramic micro parts into micro-structured aluminum sheet metal. The distinctive feature compared to all established technologies consists in the direct mechanical coupling of the piezo ceramics and the sheet metal by form and force closure without any elastic interlayers.
 |
 |
|
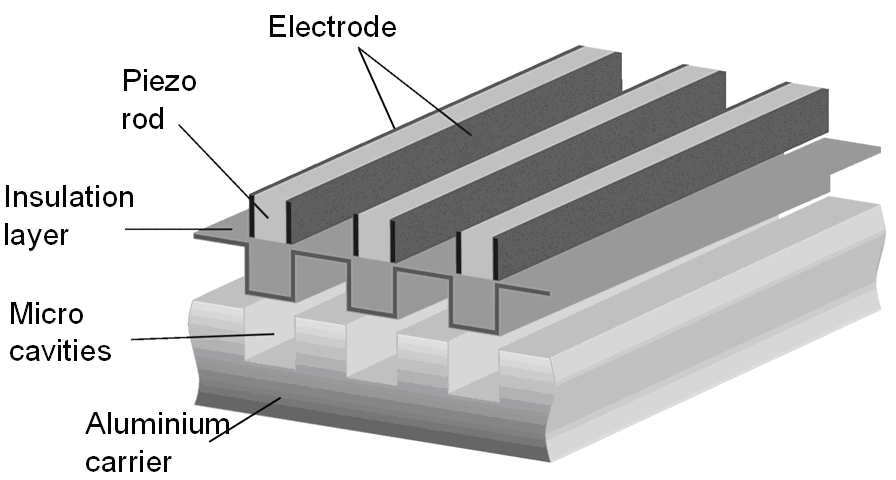
| Figure 1: Schematic of a piezo metal module with directly integrated piezo elements into a micro-structured sheet metal (aluminium alloy) |
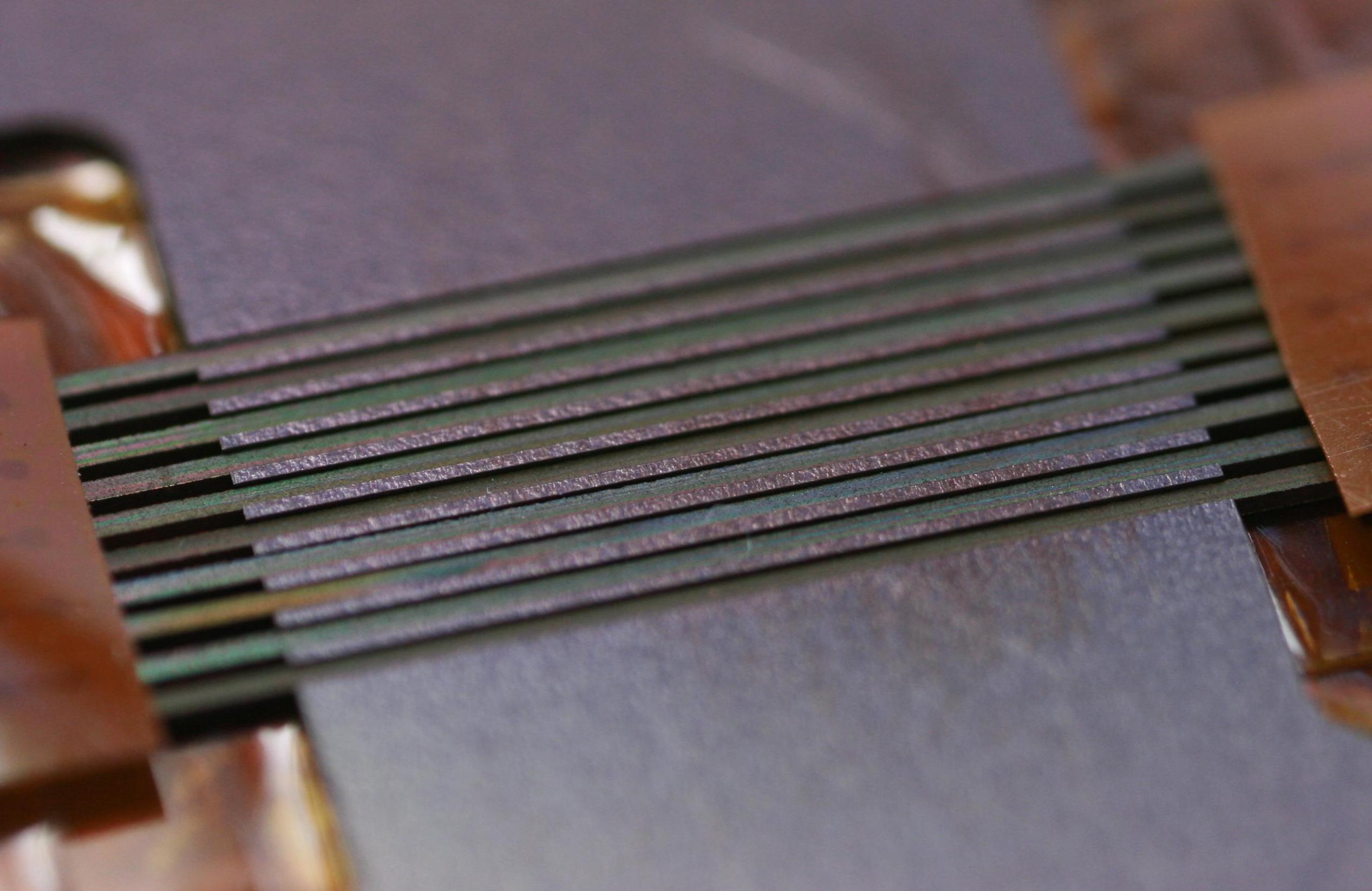
Figure 2: Prototype of a piezo metal module with 10 single piezo-ceramics in a micro structured aluminium sheet metal (result of the first period 2006 – 2010) |
The schematic concept of the piezo metal module is shown in figure 1. This piezo elements use the piezoelectric longitudinal-effect (d33-effect). The transmission of the mechanical stresses and strains takes place in parallel to the applied or generated electric field, i. e. normal to the surface of the thin film electrodes, dielectric layers and cavity walls. The piezo ceramics are made from PZT and have a cross-sectional size of 0.27 x 0.27 mm² and a contact length of 10 mm² with the walls of the cavities. For experimental evaluation of the micro structuring, aluminum alloys relevant for the automotive industry (AlMg4.5Mn0.4 and AlSi1.2Mg0.4) with thicknesses of 0.8 mm and 1.5 mm have been chosen. Figure 2 shows the prototype of the piezo metal module with 10 piezo-ceramic micro parts which are connected by flexible PCBs.
Within the first period (2006-2010) fundamental technologies for the high-volume production of micro structures by micro formign technologies, the sensor-guided micro-assembly of single piezo rods and the force-locked joining by forming have been investigated. The results of this work are presented in the following.
Focus 1: Micro Structuring
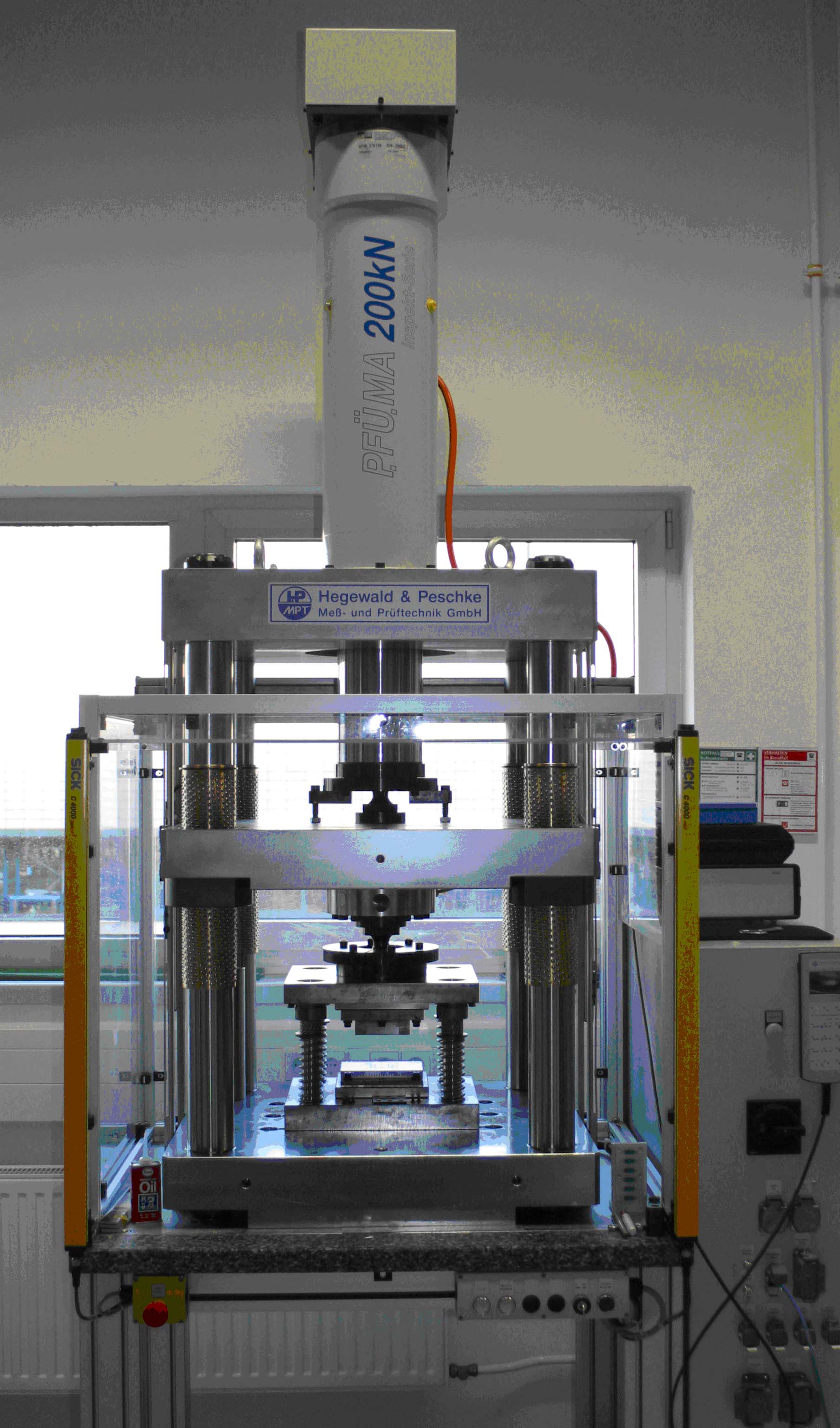
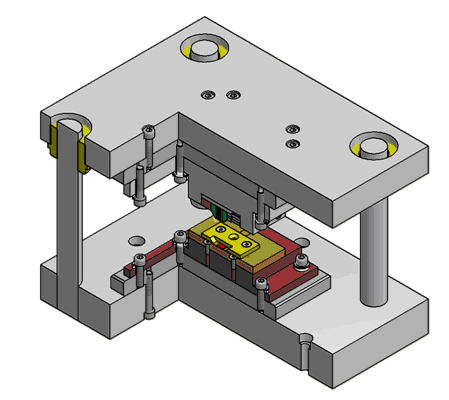
Within the first project period, fundamental research regarding the micro structuring of micro cavities by forming technologies has been conducted. A novel modular die stamp was developed and tested in precision press equipment (cf. figure 3).
 |
 |
 |
||
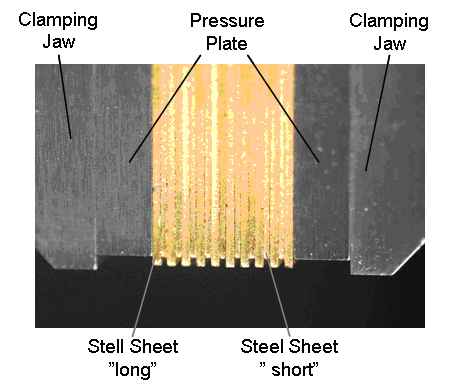
| Figure 3: Press equipment for micro impact extrusion (left); schematic of the tool (middle); detail photo of the modular die stamp (right) |
||||
The results of the fundamental research conducted in the first project period showed large technical potential of micro impact extrusion for the manufacturing of arrays of micro cavities with homogeneous structures across the whole area. The cavities are characterized by straightness and steepness in very narrow geometric tolerances. The ground of the cavities is flat and the flanks are nearly at 90 degrees. Qualitative evaluations showed that the structure of the modular die stamp can be transferred with high accuracy (cf. figure 4).
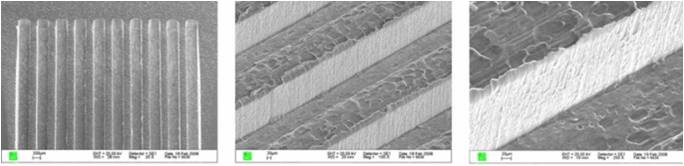 |
| Figure 4: Samples of results of micro impact extrusion in AlMg4.5Mn0.4 at a maximum force of 90 kN and a sheet metal thickness of 0.8 mm |
Focus 2: Integration Technology
Furthermore, research has been conducted regarding the technologies for the assembly of single piezo-ceramic rods into the micro cavities. The piezo rods were separated by wafer dicing and therefore supplied onto wafer tape (cf. fig. 5).
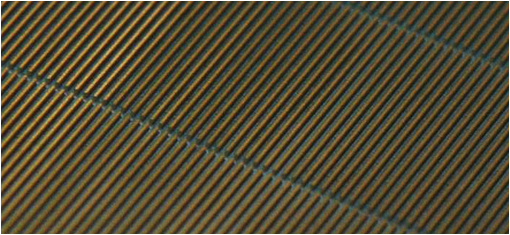 |
Figure 5: Bar-shaped piezo-ceramic rods (size of a single rod: 0.27 x 0.27 x 15 mm³) on wafer tape |

A micro assembly setup with a stepper motor driven in linear stages and a 3-DOF miniature parallel kinematic actuator were developed and tested (cf. figure 6). The process monitoring and sensor guidance were achieved by high resolution microscope cameras. The ability of the system to detect the edges of the piezo rods and the cavities in LabView automatically has been proven. Further, different micro grippers have been investigated. Planar electrostatic micro grippers have been proven to be particularly suited. The complete manufacturing system and concept were designed in 3D-CAD.
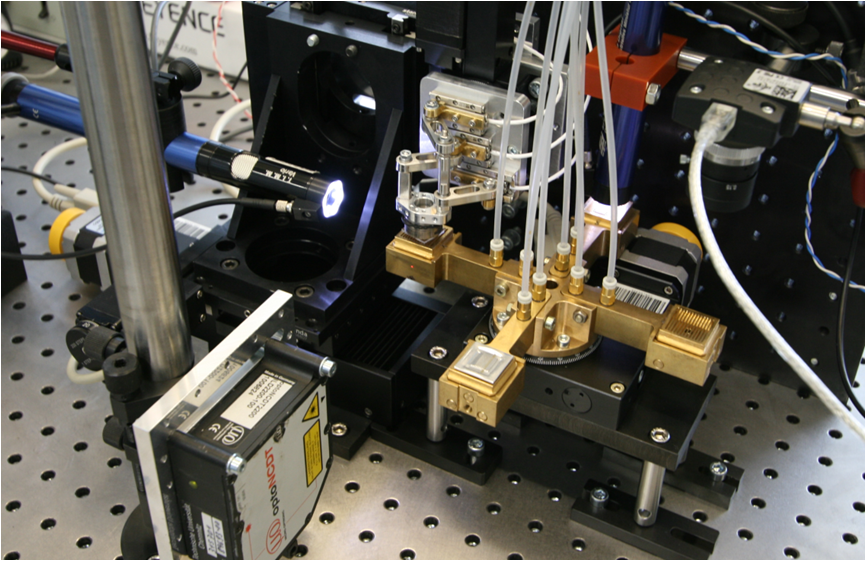
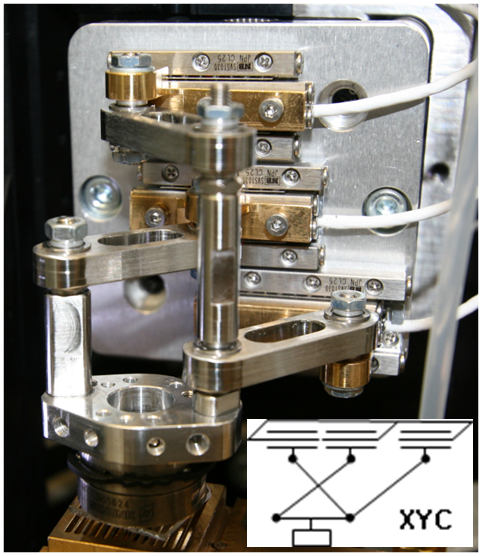
Figure 6: Experimental setup for micro assembly with miniature triglide
parallel kinematic actuator and planar electrostatic micro
gripper with a piezo-ceramic rod
 Focus 3: Force-locked Joining by Forming
Focus 3: Force-locked Joining by Forming
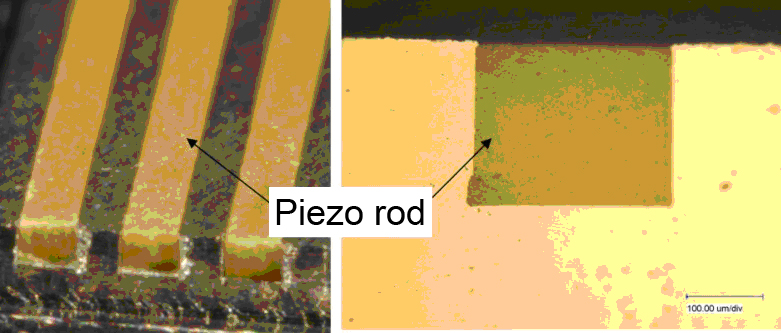
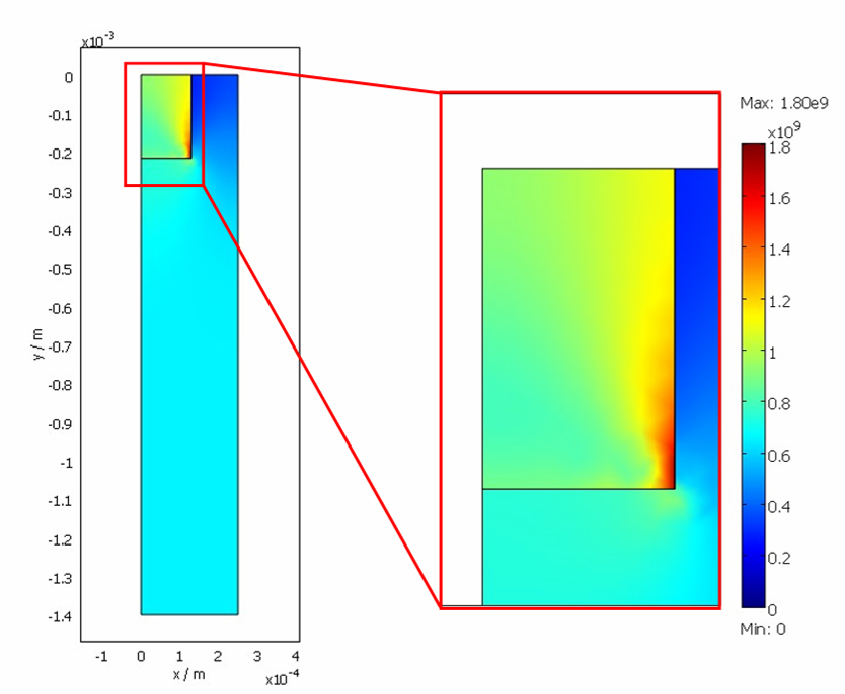
The third main topic of research within the first project period was the investigation of large-volume compatible technologies for joining of the piezo-ceramic piezo rods by forming the sheet metal. In experimental evaluations and simulations (in cooperation with project C1) we showed that a force-locked connection between piezo-ceramics and micro structured sheet metal can be achieved by forming. The analysis of the connection with metallographic methods showed that the aluminum material adapts to the piezo rods along the whole contact line. Therefore the feasibility for a non-destructive force-locked joining of piezo-ceramics in sheet metal has been proven.
 |
 |
|
| Figure 7: Samples of form- and force-locked piezo-ceramic rods into aluminum carrier (AlMg4.5Mn0.4, d = 1.5 mm) with micro cavities (left) and results of simulation of the mechanical stress within the force- locked connection of the piezo rods in a cavity (right) |
||
Within the current period (2010 – 2014) the domains for further research are predominantly focused on the large-scale capability of the processes. Instead of assembling single piezo rods, like performed in the first period, the goal is the insertion of completely electrically connected compounds of several piezo-ceramic rods - “piezo stave assemblis”. Thereupon, new scientific challenges arise in view of the micro structuring and the integration technology.
Objectives
The concept of a piezo metal module which is adapted for a large-scale production by the use of “piezo stave assemblies“ is shown in figure 8. Regarding the large area micro structuring of aluminum sheet metals, the precision manufacturing and assembly of "piezo stave assemblies" and the form- and force-locked joining process, different approaches, methods, and principles including the required equipment and tools are to be developed and investigated.
The project comprises for main research topics:
1st Further research in technologies for reliable micro structuring of large areas by micro forming, esp. micro impact extrusion (Prof. Schubert)
2nd Research in manufacturing technologies for “piezo stave assemblies” from piezo-ceramic plates (Prof. Neugebauer and Dr. Koriath)
3rd Research and development of equipment for the assembly of the “piezo stave assemblies” (Prof. Neugebauer and Dr. Koriath)
4th Research and investigation of techniques for the force-locked joining process (Prof. Schubert)
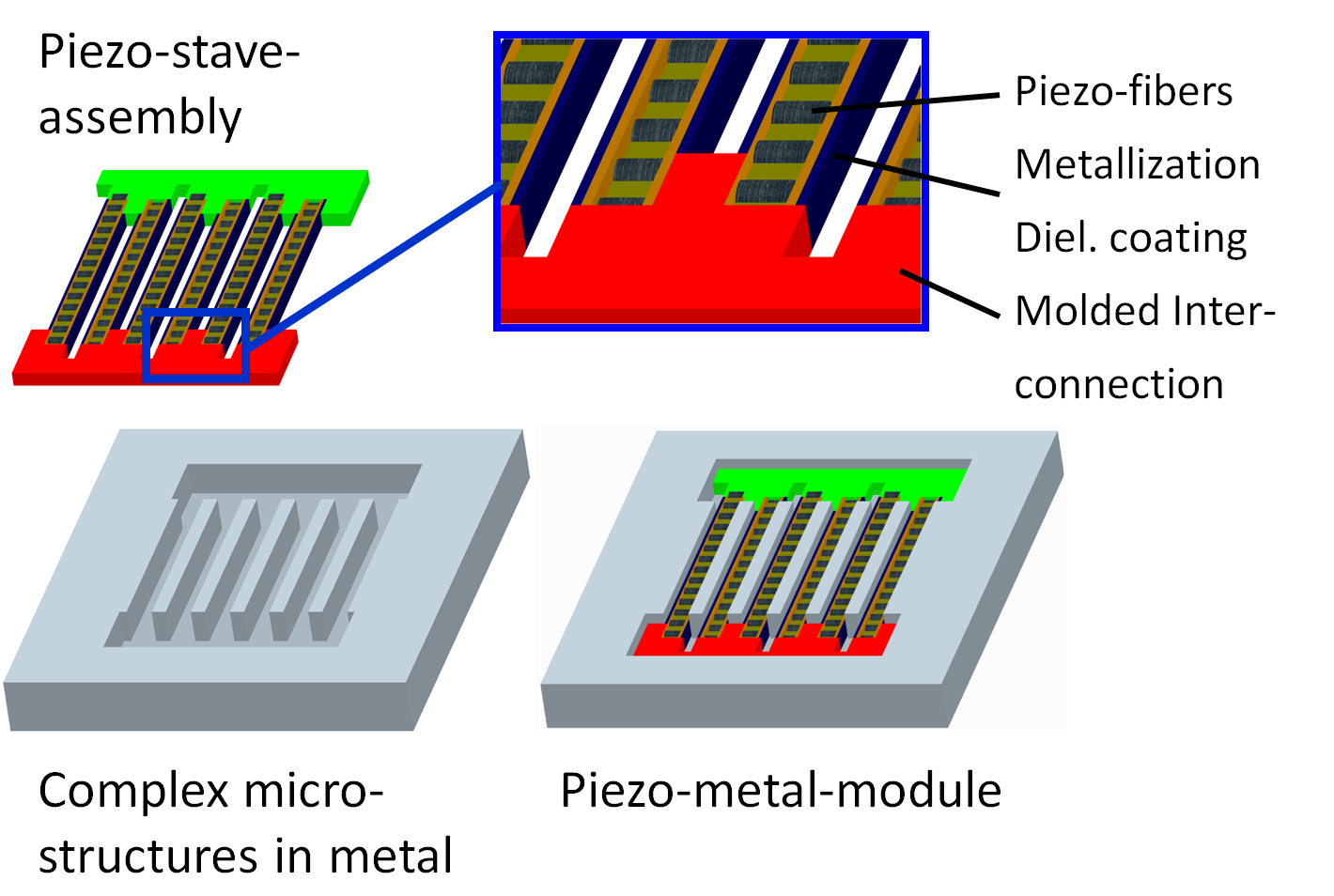 |
Figure 8:
Schematic of the concept for a piezo metal module consisting of complex micro structures in aluminum sheet metal and piezo stave assembly
|
Methods
Aiming for large-volume production capability of the whole process chain, the further research focuses on technologies for the manufacturing and integration of “piezo stave assemblies”. The manufacturing of those “piezo stave assemblies” requires close collaboration of the project A2 with the projects A1, A3, A4 and A6 (cf. fig. 9).
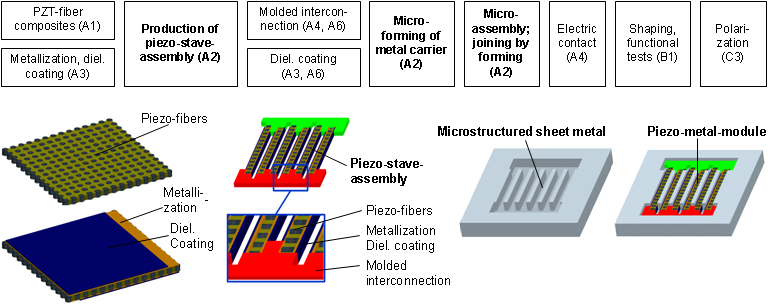 |
| Figure 9: Concept fort the manufacturing of piezo-metal-moduls with “piezo stave assemblies” |
As raw material for the “piezo stave assemblies” piezo-fiber-composite plates supplied by project A1 are used. Project A3 applies a thin film conductive coating and a thin film dielectric coating. The development of a technology for the manufacturing of the “piezo stave assemblies” from those plates is subject of the research activities in project A2. The application of the collector electrode and a further dielectric coating of the “piezo stave assemblies” is done by projects A4 and A3 or A6. The research on the complex micro structuring, the assembly of the “piezo stave assemblies” and the force-locked joining is again subject of project A2. In the last step, an external electrical connection is done by project A4. The complete module is applied into larger sheet metal parts and formed by project B1. The polarization of the piezo-ceramics is done by project C3.
The technologies for micro structuring will be further developed in order to not only produce micro cavities but also larger sub-structures for the integration of the collecting electrodes. Geometric elements like truncated cones might help to align the “piezo stave assembly” during insertion. The modular tool concept, applied in the first period, will be further developed. By systematic investigations, the influence of the process variables is to be determined and evaluated. By combination of different forming technologies, the geometric variance shall be increased and complex micro structures are intended to be manufactured. Finally, the reproducibility and reliability of the processes have to be proven.
For the manufacturing of the “piezo stave assemblies” different concepts will be developed and investigated. The main focus lies in the development of process chains, the conceptual design of components for the handling of the sensitive piezo-ceramic plates or “piezo stave assemblies”. Furthermore, technologies for the precise cutting of piezo-ceramic and composites are to be investigated. The experimental setup built up within the first period will be further developed. The robotics will be designed reconfigurable so that both, the manufacturing of the “piezo stave assemblies” and the assembly inside the micro cavities, will be done by one type of equipment. For cutting the piezo-ceramic plates and compounds, grinding/dicing technologies will be investigated. In order to increase the yield of the piezo metal modules after assembly and force-locked joining, inline quality surveillance systems using the inherent sensor function of the piezo metal module shall be applied.
This equipment will be capable of manufacturing a large number of prototypes of the piezo metal modules, which will be used for further research in the force-locked joining process. Those experiments aim for the characterization of the mechanical connection between the piezo-ceramic rods and the metal carrier. Particularly, the quantitative knowledge of stress inside the piezo elements is important for the following process step “polarization”. Furthermore, the influence of substructures onto the cavity walls shall be evaluated. Comparing the results from simulations and experiments will help to determine the stresses acting on the piezo rods. The aim is the ability to achieve reproducible force-locked joints with defined pretensioning of the piezo material.



