Subproject A4
Laser based electrical and mechanical contacting of composite materials with integrated active elements
Project Managers:
Prof. Dr.-Ing. Michael SchmidtFriedrich-Alexander-Universität Erlangen-Nürnberg
Lehrstuhl für Photonische Technologien
Paul-Gordan-Str.3
91052 Erlangen
Telephon: +49-(0)9131 / 85 23456
Telefax: +49-(0)9131 / 85 23234
E-Mail: michael.schmidt@lpt.uni-erlangen.de
Prof. i.R. Dr.-Ing. Dr.-Ing. E.h. mult. Dr. h.c. mult. Manfred Geiger
Bayerisches Laserzentrum GmbH
Konrad-Zuse-Straße 2-6
91052 Erlangen
Telephon: +49-(0)9131 / 97790 10
Telefax: +49-(0)9131 / 97790 11
E-Mail: m.geiger@blz.org
Presenting the Research Program
Motivation
The realization of contacts at piezoceramic modules with a high thermal and mechanical stability is a challenge for the modern micro-joining technology. Contacts which endure the demands during the integration of the modules into composites and contacts which do not fail during the lifetime of the composites are necessary. Special challenges are the avoidance of cracks in the modules as well as of the delamination of their metallization during the joining process.
Aim of the project
The aim of this project is to investigate the basics for a series production of contacts between electric circuits and piezoceramic modules. By experiments and numerical simulations suitable joining technologies and the attainable quality of the contacts have to be examined. Based on the won knowledge a specific joining technology will be developed and qualified. Figure 1 shows an example of a contacted piezoceramic LTCC module.
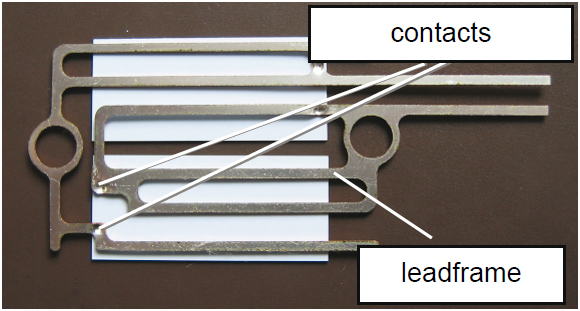
Fig 1: Contacts between a leadframe and a piezoceramic LTCC-module
Results and research programme
In the first phase of this project known joining technologies - like laser micro welding, laser brazing, laser soldering as well as Laser Droplet Joining - were examined on their suitability for contacting the piezoceramic modules. The results show that by laser soldering good joining results can be achieved, see figure 2. Nevertheless the solder joints show restrictions concerning their temperature stability. They are not suitable for all considered process chains of the SFB-TR 39.
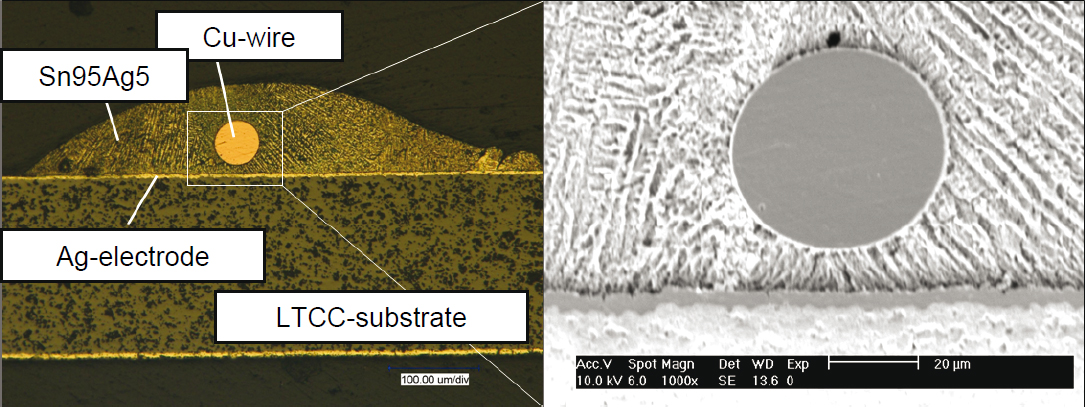
Fig 2: Cross-section of a solder joint on LTCC; solder Sn95Ag5
Considering all other technologies only the Laser Droplet Joining guarantees the possibility to realize contacts on piezoceramic modules which endure the demands during the integration of the contacted modules to composites in all process chains of the SFB-TR 39. By using brazing material as additional material in the process variant "Touch-and-Retract" mechanically and thermally stable contacts can be generated. Based on numerical simulations it was possible to explore necessary process strategies, see figure 3.
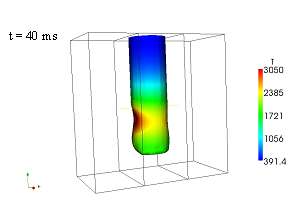
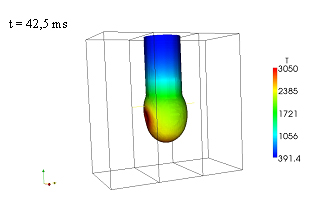
Fig. 3: Simulation result for the production of a droplet at the end of a brazing-wire for the derivation of process strategies for Laser Droplet Joining
Fig. 3: Simulation result for the production of a droplet at the end of a brazing-wire for the derivation of process strategies for Laser Droplet Joining
Drawbacks still exist in a too large dimension of the droplets and in their varying energy content. Therefore, cracking in the modules and delamination of the metallization cannot be excluded to 100% reproducibly up to now.
The research program in the second phase deals with the advancement of the Laser Droplet Joining to a special joining technology for the realization of brazing joints at piezoceramic modules. It is planned to use an additional material which is already supplied as a ball consisting of brazing material with a defined diameter. The melting of the ball will be carried out by induction warming and laser heating. By the already given dimension of the ball a reproducible adjustable droplet size is accessible. As the heat balance is linked to the droplet size, it will become adjustable and consequently allows a defined energy input into the piezoceramic modules. So delamination of the metallization and cracking of the modules should be avoided completely. A new system- and process-technology to contact piezoceramic modules suitable for series production should be realizable.
The research program in the second phase deals with the advancement of the Laser Droplet Joining to a special joining technology for the realization of brazing joints at piezoceramic modules. It is planned to use an additional material which is already supplied as a ball consisting of brazing material with a defined diameter. The melting of the ball will be carried out by induction warming and laser heating. By the already given dimension of the ball a reproducible adjustable droplet size is accessible. As the heat balance is linked to the droplet size, it will become adjustable and consequently allows a defined energy input into the piezoceramic modules. So delamination of the metallization and cracking of the modules should be avoided completely. A new system- and process-technology to contact piezoceramic modules suitable for series production should be realizable.
Methods
At first the construction of the specific experimental equipment for Laser Droplet Joining by the use of brazing balls will be carried out. A „Solder Ball Bumper“ Remote system will be enhanced and modified by the integration of a high-power laser source and an induction heating source for the application of balls with high melting temperatures, see figure 4.
By experiments the basics for generating and supplying of liquid brazing balls will be examined. In addition dynamic process simulations will be carried out to explain the interaction mechanisms at the warming period and the droplet supply. By the help of analytic methods - for example by detecting the heat radiation - a scientific process description is possible.
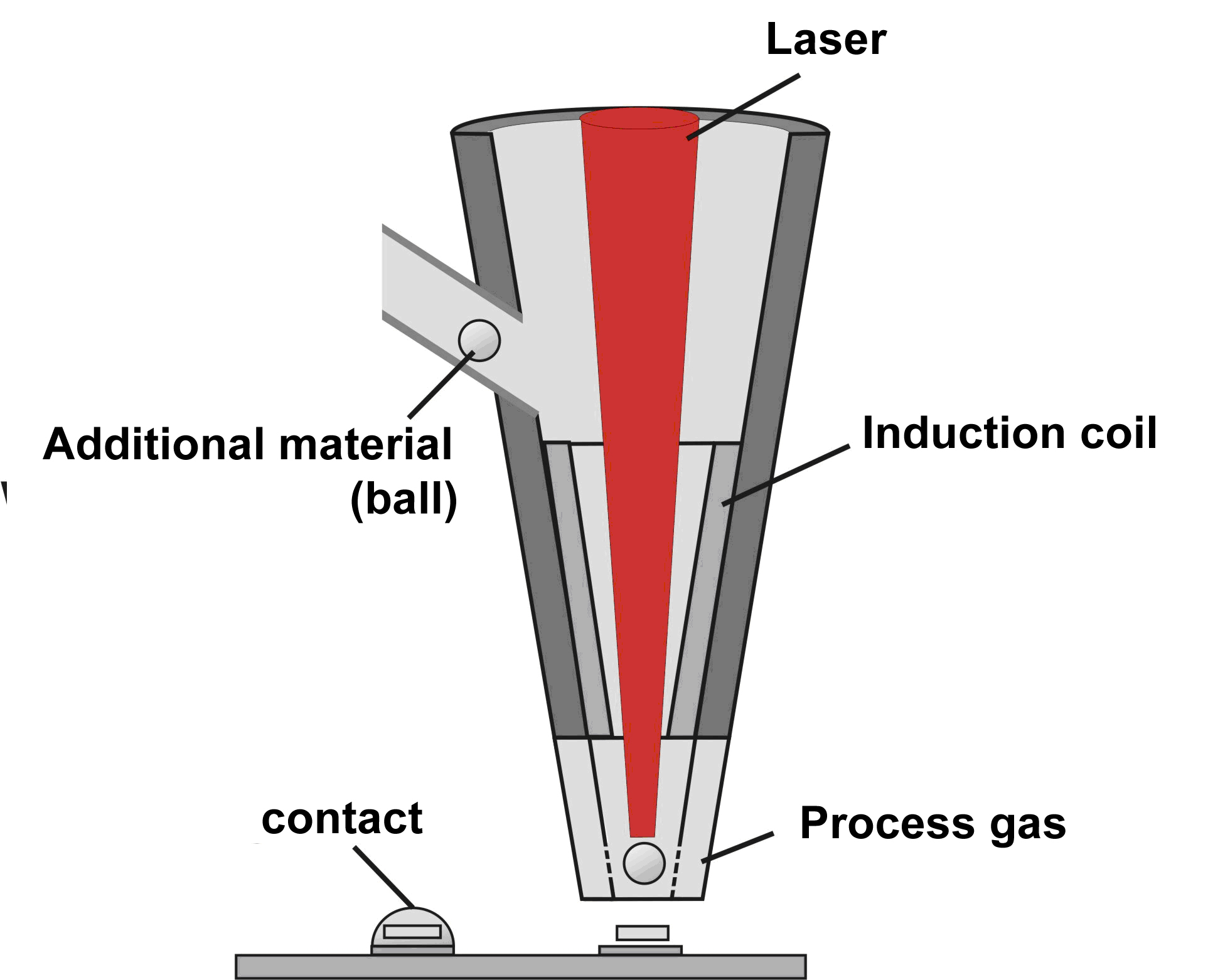
Fig. 4: Schematic of the planned process head for Laser Droplet Joining
For a crack-free joining process the temperature fields and the resultant mechanical tensions on the piezoceramic modules are of special interest. Existing simulation models will be improved for a description of the interaction of the liquid brazing balls and the different piezoceramic modules of the SFB-TR 39. In relation to experimental studies the explanation of necessary strategies for a temperature control will be investigated.
By experiments the basics for generating and supplying of liquid brazing balls will be examined. In addition dynamic process simulations will be carried out to explain the interaction mechanisms at the warming period and the droplet supply. By the help of analytic methods - for example by detecting the heat radiation - a scientific process description is possible.
Fig. 4: Schematic of the planned process head for Laser Droplet Joining
For a crack-free joining process the temperature fields and the resultant mechanical tensions on the piezoceramic modules are of special interest. Existing simulation models will be improved for a description of the interaction of the liquid brazing balls and the different piezoceramic modules of the SFB-TR 39. In relation to experimental studies the explanation of necessary strategies for a temperature control will be investigated.



